Space Environments Complex

The Space Environments Complex (SEC) houses the world’s largest and most powerful space environment simulation facilities. The Space Simulation Vacuum Chamber is the world’s largest space simulation vacuum and EMI chamber, measuring 30.5 m (100 ft) in diameter by 37.2 m (122 ft) high. The Reverberant Acoustic Test Facility (RATF) is the world’s most powerful spacecraft acoustic test chamber, and the Mechanical Vibration Facility (MVF) is the world’s highest capacity and most powerful spacecraft shaker system. The SEC is located at the NASA’s Neil A. Armstrong Test Facility (ATF) in Sandusky, Ohio. This website provides information on the capabilities of this facility and the supporting infrastructure. The facility is available on a full-cost reimbursable basis to government, universities and the private sector.
Space Simulation Vacuum Chamber
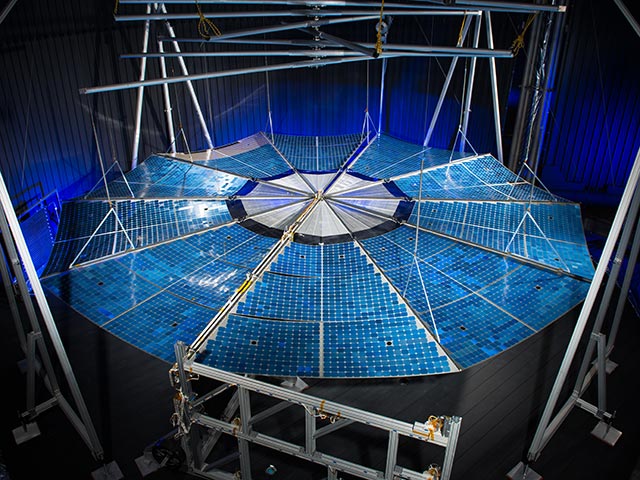
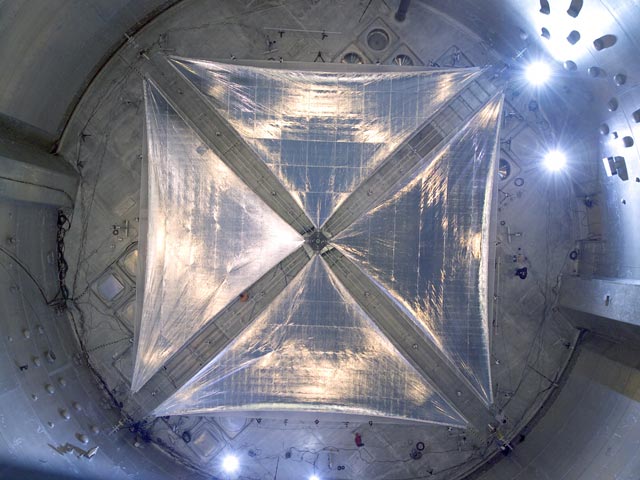
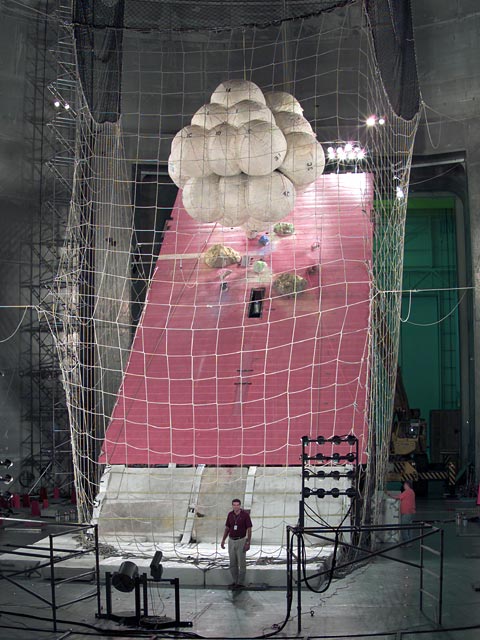
The SEC Vacuum Chamber, known as the Space Power Facility (SPF), is the world’s largest vacuum chamber with a volume of 22,653 m³ (800,000 ft³) and measures 30.5 m (100 ft) in diameter and 37.2 m (122 ft) high with 15.24-m (50-ft) by 15.24-m (50-ft) loading doors on each side leading to high bays. The chamber features all-aluminum construction, including a removable polar crane with an 18.1 t (20 ton) critical lift trolley and a 9.1 t (10 ton) auxiliary hook. The chamber’s unique size and capabilities has made it the ideal facility for conducting tests such as full-scale rocket-fairing separation tests, Mars Lander system tests, deployable solar sail and solar array tests, International Space Station (ISS) radiator deployment tests, and high-energy experiments,.
The vacuum chamber was designed and constructed to test both nuclear and nonnuclear space hardware in a simulated space environment. Although the facility was designed for testing nuclear hardware, only non-nuclear tests have been performed throughout its history. The vacuum chamber is surrounded by an equal-volume concrete enclosure which is typically reduced in pressure to 20 Torr during chamber operations. The vacuum chamber incorporates several electrical and instrumentation penetrations, and several blank penetrations at various locations around the chamber perimeter. Removable rail tracks in the chamber can be used in conjunction with rail dollies or the cryoshroud floor(s) to transport hardware or test articles through the facility and chamber. The chamber provides a visibly-clean environment. The chamber provides an ultimate empty-chamber vacuum capability of < 4×10–6 Torr using a combination of roughing pumps and high-vacuum equipment. The roughing system consists of two identical 5-stage, parallel trains of rotary-lobe blowers and rotary-piston mechanical pumps, which pump the chamber and annulus simultaneously to 20 Torr, and subsequently the chamber to 10 mTorr. High-vacuum is achieved using five 2000-liter/sec turbomolecular pumps and ten 50,000-liter/sec cryopumps. The chamber can reach a vacuum level of 4×10–6 Torr in less than 8 hr.
The chamber uses a removable, reconfigurable, cryoshroud for background heating and cooling which provides a high-emissivity, thermal background environment of –160°C to 80°C (–250°F to +175°F) within a 12-m- (40-ft-) diameter by 12-m- (40 ft-) high envelope. The cryoshroud is warmed and cooled using a recirculating gaseous nitrogen (GN2) system. The system utilizes compressor heat-of-compression to provide up to 80°C (175°F) wall temperatures, and a heat exchanger/liquid-nitrogen (LN2) desuperheater to provide temperatures down to –160°C (–250°F). The chamber produces variable thermal zones by a combination of closed-loop power controllers (twenty-eight 15-kW, 120-VDC channels; forty 2.4-kW, 100 VDC channels; thirty-six 1.2-kW 120-VAC channels, and six 0.2-kW, 20 VDC channels) which typically connect to customer supplied heaters. Zone heater systems can be provided upon request.
Data is acquired at the vacuum chamber via the Mobile Data Acquisition System (MDAS), a 256-channel high-speed digital system, and a low speed data acquisition system which collects both temperature data, vacuum instrumentation, and power controller parameters.
Space Simulation Vacuum Chamber Data

| Chamber parameters | |
|---|---|
| Ultimate Test pressure | < 4×10–6 torr |
| Cryoshroud temperature | –160 °C to 80°C (–250 °F to 175 °F) |
| Chamber pumping speed | 500,000 L/s at 10–5 Torr |
| Instrument penetrations (varies by test) | |
| Type T thermocouple | 1500 |
| Type E thermocouple | 112 |
| RTD | 16 |
| 37-pin connectors | 60 |
| BNC coaxial connector | 96 |
| Ethernet | 7 |
| Physical characteristics | |
| Chamber diameter | 30.48 m (100 ft) |
| Chamber height | 37.18 m (122 ft) |
| Chamber volume | 22,653 m3 (800,000 ft3) |
| Blank ports | Three each, 0.5 m diam. |
| Blank ports | Ten each, 0.68 m diam. (alternately used for high-power feed-through) |
| Blank ports | One each, 0.68 m diam. |
Reverberant Acoustic Test Facility (RATF)
The Reverberant Acoustic Test Facility (RATF) chamber is located within the Vibroacoustic High Bay, taking advantage of the 1.8-m- (6-ft-) thick surrounding concrete walls to help attenuate sound migration through the SEC. The high bay also serves as redundant protection from the RATF nitrogen atmosphere during operation. The RATF is a 2,860-m³ (101,189-ft³) reverberant acoustic chamber capable of achieving an empty-chamber acoustic overall sound pressure level (OASPL) of 163 dB. The facility structure is designed for a future upgrade to 166-dB OASPL, including areas in the horn room wall which have been left blank for future installation of additional modulators/horns. The RATF includes various supporting subsystems including a GN2 generation system, horn room with acoustic modulators and horns, acoustic control system and hydraulic supply system. Test articles are mounted onto elevated customer-provided mounting fixtures for testing using a 30 ton bridge crane. The chamber can be operated as a Class 100,000 clean room once the access doors are closed and the facility is cleaned. The combinations of servohydraulic and electropneumatic noise modulators utilize GN2 capable of producing a tailored wide range of acoustic spectra in the frequency range from 31.5 Hz up to the 10,000 Hz one-third octave bands. The RATF chamber internal dimensions are 11.4 m wide by 14.5 m deep by 17.4 m high (37.5 by 47.5 by 57 ft).
A maximum of 19 control microphones can be placed around the test article for closed-loop control using the acoustic control system (ACS). The ACS, control microphone or other response instrumentation (accelerometers, microphones) may be input into the analog abort system (AAS) to provide automatic shutdown capability. Each of 23 servohydraulic acoustic modulators is coupled with individual horns of six different cut-off frequencies. Each of 13 electro-pneumatic acoustic modulators is coupled with individual horns. There are seven classes of cut-off frequency horns, the 25 Hz, the 35 Hz, the 50 Hz, the 80 Hz, the 100 Hz, the 160 Hz, and the 250 Hz horns. This combination of modulators and horns provides for an extremely variable and tailored acoustic spectrum. Threaded inserts are located in the floor for attachment of test article mounting fixtures.
The east side of the chamber has a large rolling door and hinged door to provide access to the chamber up to 10.5 m (34.5 ft) in width. A 5.5-m-wide by 4.2-m-high (18- by 14-ft) door is located on the west side of the chamber for loading equipment when the vacuum chamber is occupied.
The Vibroacoustic High Bay is secured, and support systems (hydraulics, compressed air, LN2, GN2, HVAC (heating, ventilation and cooling), and video) are set up and energized. A watchdog facility control system (FCS) monitors these subsystems and ensures that all permissives and interlocks are verified. The acoustic chamber is filled with a predetermined level of GN2. The FCS verifies that a matching modulator selection file agrees with the ACS and subsequently provides a run permit to the ACS. The ACS performs a self-check, and the operator initiates testing using the tailored choice of modulators/horns. The nitrogen generation system automatically vaporizes LN2 into GN2 as required up to 1,981 standard cubic meters per minute (70,000 scfm). At the conclusion of testing, fresh air is force ventilated into the chamber via the HVAC system to purge the chamber of nitrogen for safe entry. Temperature, humidity and oxygen monitors are located in the chamber and high bay.
Data are acquired at the RATF via the facility data acquisition system (FDAS), a 1,024-channel high-speed digital system.
The RATF has been tested up to a maximum OASPL of 162.7 dB, relative to an Empty Chamber. The following are various characteristics of the acoustic facility.
Reverberant Acoustic Test Facility Data

| Parameters | |
| Team Mk VI modulators | 12 |
| Team Mk VII modulators | 11 |
| Wyle WAS5000 modulators | 13 |
| Horns | 36 |
| Max. Empty-chamber SPLa | 162.7 dB OASPLb |
| Frequency Range | 31.5 Hz to 10 KHz 1/3 Octave Bands |
| Physical characteristics | |
| Chamber dimensions | 14.5 by 11.4 by 17.4 m
(47.5 by 37.5 by 57 ft) |
| Chamber volume | 2,860 m3 (101,189 ft3) |
| Crane capacity | 27,215 kg (60,000 lb) |
| Floor loading | 54,422 kg (120,000 lb) |
| Blank penetrations | 25 at 0.15 m (6 in.) diam.
2 at 0.20 m (8 in.) diam. |
|
|
Mechanical Vibration Facility (MVF)
General Description
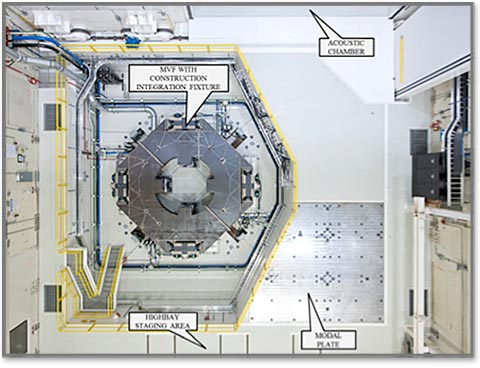
The Mechanical Vibration Facility (MVF) is a three-axis, 6-degree-of-freedom, servohydraulic, sinusoidal base-shake vibration system located within the same Vibroacoustic High Bay as the RATF on the west side of the vacuum chamber. The proximity to the RATF allows shared use of the hydraulic system, safety systems, high-speed data acquisition system and surveillance system. The MVF system consists of reaction mass, 4 horizontal servohydraulic actuators, 16 vertical servohydraulic actuators mounted on double-spherical couplings, an aluminum table, a hydraulic supply system, table control system (TCON), vibration control system (VCON) and the same FCS used by the RATF.
The MVF reaction mass includes an embedded steel plate for modal testing. The 2,100,000-kg (4,650,000-lb) reaction mass is used to resist the vibratory energy from the hydraulic actuators, table and test article, transferring the energy into the shale bedrock foundation. The reaction mass has been sized such that it has sufficient inertia mass and stiffness to react against the forces applied by the actuator/couplings during sine vibration testing. The reaction mass has been designed to accommodate future growth in vibration system and test article mass. The existing actuator and table design is for sine sweep capability of 0 to 1.25g (peak), from 5 to 150 Hz in the vertical axis and 0 to 1.0g from 5 to 150 Hz in each of the horizontal axes for a test article mass of 34,000 kg (75,000 lb) with a center of gravity elevation of 7 m (23 ft). Currently, the MVF controller is capable of sinusoidal control in three independent axes.
The MVF system design uses a large aluminum table approximately 6.7 m (22 ft) in diameter with a 0.61-m (2-ft) wide annular mounting surface centered about a 5.5-m (18-ft) nominal diameter. Table weight is partially off-loaded from the system via four inflatable airbags.
The table vertical actuation is provided by 16 hydraulic cylinder actuators attached to the reaction mass onto which 16 double-spherical couplings are attached. The vertical actuator assemblies provide the controlled vertical sine vibration, enable horizontal vibration and provide overturning constraints during horizontal vibration. The table rests on the double-spherical couplings. The double-spherical couplings couple each vertical actuator to the table and provide high-axial stiffness to deliver the vertical vibratory force during vertical excitation. Each double-spherical coupling has internal pressure sensors to enable the vibration controller to limit forces. Four horizontal actuators provide the controlled horizontal sine vibration and comprise two single-ended pistons, which maintain outward force through hydrostatic pad-bearings to the table. The horizontal actuator assemblies provide vertical alignment during vertical actuation. The system is designed to permit testing in three independent axes without removing or lifting the test article from the table.
A customer-supplied adapter ring is necessary to attach the test article to the vibration table mounting holes. The Vibroacoustic High Bay is secured, the support systems (hydraulics, compressed air, life safety, video and table mode) are setup and energized and interlocks are verified (including vibratory mode-choice setup) using the FCS. The TCON and FCS communicate with the table actuator servovalve drivers; position the table to a lifted, centered, ready position; and verify all servodrivers are started and ready. Operators then initiate the VCON to generate the sine wave inputs to the servovalve controllers, establishing vibration. The VCON controller generates drive voltage waveforms for each servovalve driver to satisfy the control and limit channel constraints from the test article (outer-loop control), and each servovalve driver maintains a closed-loop control to each actuator (inner-loop control). The VCON has 64 analog input channels, which can be assigned to control channels, limit (notch) channels or response monitoring channels, where these input channels can also be set to alarm and/or abort a test. Assuming a control channel configuration of using four tri-axial accelerometers (12 ch), plus the fixed need for the facility’s control channels, a customer can then use up to 31 of the analog input channels for test article limit channels. Data are acquired at the MVF via the FDAS, a 1,024-channel high-speed digital system.
Mechanical Vibration Facility Data
| Parameters | |
|---|---|
| Max. test article mass | 34,000 kg (75,000 lb) |
| Max. Cg above table | 7.2 m (23.6 ft) |
| Seismic mass | 2,100,000 kg (4,650,000 lb) |
| Max. vertical static force | 3,203 kN (720,000 lb) |
| Max. vertical dynamic displacement (peak-to-peak) | 3.18 cm (1.25 in.) |
| Max. vertical velocity | 41.7 cm/s (16.4 in./s) |
| Max. lateral static sorce | 1,139 kN (256,200 lb) |
| Max. lateral dynamic displacement (peak-to-peak) | 3.048 cm (1.2 in.) |
| Max. lateral velocity | 33.8 cm/s (13.3 in./s) |
| Frequency range | 5 to 150 Hz |
| Sine sweep rate | Dwell to 4 oct/min |
| Physical Characteristics | |
| Table mounting bolt-circle diam. | 518.16, 538.48, 558.8, and 579.12 cm (204, 212, 220, and 228 in.) |
| Max. test article height | 23.5 m (77 ft) |
| Max. test article height below crane bridge | 20.4 m (67 ft) |
| Sine sweep rate | Dwell to 4 oct/min |
Designed specifically as a large-scale thermal-vacuum test chamber for qualification testing of vehicles and equipment in outer-space conditions, it was discovered in the late 2000’s that the unique construction of the SPF interior aluminum vacuum chamber also makes it an extremely large and electrically complex RF cavity with excellent reverberant RF characteristics. In 2009 these characteristics were measured by NIST and others[1] after which the facility was understood to be, not only the world’s largest Vacuum chamber, but also the world’s largest EMI/EMC test facility. In 2011 NASA GRC successfully performed a calibration of the aluminum vacuum chamber[2] using IEC 61000-4-21 methodologies[3]. As a result of these activities, the SPF is capable of performing radiated susceptibility EMI tests for vehicles and equipment per MIL-STD-461 and able to achieve MIL-STD-461F limits above approximately 80 MHz. In the spring of 2017 the low-power characterizations and calibrations from 2009 and 2011 were proven correct in a series of high-power tests performed in the chamber to validate its capabilities. The SPF chamber is currently being prepared for EMI radiated susceptibility testing of the crew module for the Exploration Mission 1 of NASA’s Orion (spacecraft).
Electromagnetic Interference / Compatibility (EMI/EMC) Test Facility
The Space Power Facility (SPF) at NASA Glenn Research Center’s Neil A. Armstrong Test Facility (ATF) operates the world’s largest thermal-vacuum test chamber designed to qualify vehicles and equipment for outer-space conditions. In the late 2000’s it was discovered that the unique construction of the SPF interior aluminum vacuum chamber also makes it an extremely large and electrically complex RF cavity with excellent reverberant RF characteristics. In 2009 these characteristics were measured by NIST and others [1] after which the facility was understood to be, not only the world’s largest vacuum chamber, but also the world’s largest EMI/EMC test facility. Suitable for a wide range of full-scale inter-system and intra-system electromagnetic tests. In 2011 NASA GRC successfully performed a calibration of the aluminum vacuum chamber [2] using IEC 61000-4-21 methodologies [3]. As a result of these activities, the SPF was shown to be capable of performing radiated susceptibility EMI tests for vehicles and equipment per MIL-STD-464 [4] and able to achieve MIL-STD-461 [5] limits above approximately 60 MHz In the spring of 2017 the predictions of the low-power characterizations and calibrations from 2009 and 2011 were verified in a series of high-power tests performed in the chamber to validate its capabilities. The SPF chamber is currently being prepared for EMI radiated susceptibility testing of the crew module for the Exploration Mission 1 of NASA’s Orion (spacecraft).
1. NIST TN-1558 – An electromagnetic evaluation of the NASA space power facility at Neil A. Armstrong Test Facility (ATF) — https://archive.org/details/electromagnetice1558koep
2. NASA TM—2014-218363 – Space Power Facility Reverberation Chamber Calibration Report — https://ntrs.nasa.gov/search.jsp?R=20150000254
3. IEC 61000-4-21:2011 – Electromagnetic compatibility (EMC) – Part 4-21: Testing and measurement techniques – Reverberation chamber test methods — https://webstore.iec.ch/publication/4191
4. MIL-STD-464 – Electromagnetic Environmental Effects Requirements for Systems — http://quicksearch.dla.mil/qsDocDetails.aspx?ident_number=35794
5. MIL-STD-461 – Requirements for the Control of Electromagnetic Interference Characteristics of Subsystems and Equipment — http://quicksearch.dla.mil/qsDocDetails.aspx?ident_number=35789
6. IEEE Paper – Overview of the Threat of IEMI — http://ieeexplore.ieee.org/stamp/stamp.jsp?arnumber=6351829
7. IEC 61000-4-36 (2014) – IEMI immunity test methods for equipment and systems — https://webstore.iec.ch/publication/4221
Data Acquisition Systems
The SEC commissioned a new 1,024-channel high-speed FDAS which serves the RATF facility. The architecture was leveraged to provide a separate, smaller-scale (256-channel) mobile data acquisition system (MDAS) for use with the thermal vacuum chamber. The FDAS system includes test article sensor interface cabling, signal conditioners, data recording, data storage, display and archive systems.
The FDAS system can provide a minimum of 20 kHz analog bandwidth per channel, for all 1,024 channels. Data are synchronized by an external facility Inter-Range Instrumentation Group (IRIG)-B signal. Data are stored within four, 3-TB redundant arrays of independent disks (RAIDs). The FDAS currently has 800 signal conditioners of the integrated electronic piezoelectric (IEPE) type for accelerometers or microphone conditioning.
After commissioning the FDAS system, the SEC constructed a close-coupled, 256-channel MDAS to measure the high-bandwidth thermal vacuum instrumentation signals using similar architecture to the FDAS. In addition, the thermal vacuum facility has a 512-channel digital temperature scanner system for any thermocouple type, which includes isothermal blocks, analog-to-digital conversion (ADC) and a microprocessor, which outputs temperature data to the MDAS system. The MDAS and FDAS systems have successfully been used as the primary data systems for recent fairing deployment and acoustic tests.
Overall Facility Layout/Configuration
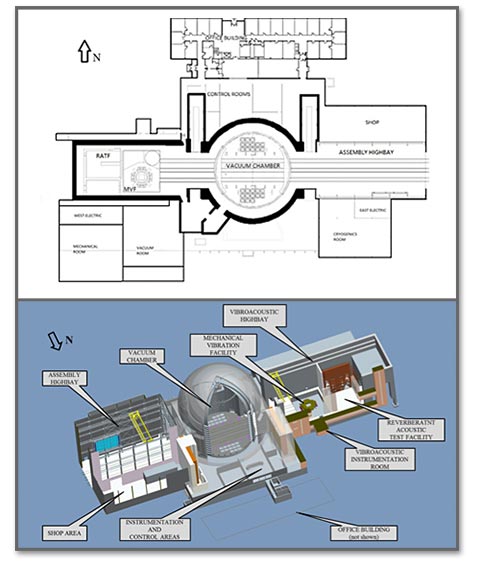
The SEC was originally constructed in 1969 to perform nuclear and nonnuclear testing of large space systems needed for advanced missions beyond low-Earth orbit. The facility was designed with excess capacity such as extremely large high bays, doors, power systems and supporting infrastructure to accommodate expanding test requirements well into the future of the space program.
The SEC aluminum vacuum chamber surrounded by the concrete vacuum enclosure is central to the facility. The large east and west chamber doors (15 by 15 m) lead directly into large high bays. The high bay on the east side of the facility, the Assembly High Bay, is primarily used for receiving, assembling and preparing test hardware. The high bay on the West side of the facility, the Disassembly High Bay, was originally constructed to safely disassemble nuclear components. The recent construction project converted this area into the Vibroacoustic High Bay, housing the MVF and the RATF. North and south of the chamber and high bays are various supporting areas. North of the chamber are the facility control rooms, signal conditioning and instrumentation areas, machine shop and two-story office building. The office building contains 41 offices and 4 conference rooms. South of the chamber are the electric substations, cryogenics room, vacuum room and mechanical rooms. The south outdoor courtyard areas behind the SEC support the LN2 and GN2 storage bottles, vaporizers and cooling tower.
Assembly High Bay
Adjacent and east of the vacuum chamber is the Assembly High Bay, primarily used for setup and assembly of test hardware and ground-support equipment. The high bay is approximately 22.86 m (75 ft) wide by 45.72 m (150 ft) long with a clear height under the 22.68 t (25-ton) bridge crane of 22.86 (75 ft). Doors leading outdoors and into the vacuum chamber measure 15.24 by 15.24 m (50 by 50 ft). The high bay contains three sets of parallel, standard-gauge rail tracks to permit rolling stock and dolly transport from outdoors, into the assembly high bay, the vacuum chamber, and into the vibroacoustic high bay.
Vibroacoustic High Bay
Adjacent and west of the vacuum chamber is the Vibroacoustic High Bay, which houses the MVF, a modal floor and the RATF facility. The high bay has a clear height under the (18.14 t) (20-ton) bridge crane of 62 feet. Doors into the vacuum chamber measure 15.24 by 15.24 m (50 ft by 50 ft).
Quick Facts
- Take a virtual tour of our Space Environments Complex.
- The Space Simulation Vacuum Chamber was designed to test nuclear and nonnuclear space hardware in a simulated low-Earth-orbit environment.
- It has supported Mars lander system tests, ISS hardware tests and rocket-fairing separation tests.
- It sustains high vacuum, simulates thermal radiation and produces cold environments via a cryogenic cold wall.
- The chamber has two 15.24 by 15.24 m (50 by 50 ft) entrances and a 18.14 t (20-ton) vacuum compatible polar crane on top of the chamber
Capabilities
Overall Functions
- Sustains high vacuum
- Produces cold environments via cryogenic cold shroud (–160°C, –250°F)
- Simulates solar and thermal radiation with an array of power controllers.
- Provides a high degree of vibration isolation
Test Chamber
- 30.48-m- (100-ft-) diameter by 37.19-m- (122-ft-) tall test area
- Designed for external pressure of 1.19 bar (2.5 psig)
- Designed for internal pressure of 1.36 bar (5.0 psig)
- Chamber floor designed for a load of 272.16 t (300 tons)
- Two 15.24 by 15.24 m (50 by 50 ft) entrances, 180° apart
- Personnel entry door measuring 2.44 by 2.44 m (8 by 8 ft)
- 18.14 t (20-ton) vacuum compatible polar crane at top of chamber
- Chamber penetrations for power, data acquisition and high-pressure liquids and gases
- Concrete chamber enclosure, 1.83 to 2.44 m (6 to 8 ft) thick
Vacuum Pumping System
- Ten 1.22-m- (48–in.) diameter cryopumps with vacuum isolation gate valves (pumping speed—600,000 L/s/158,500 gal/s)
- Five 2,200 L/s (581.18 gal/s) turbopumps
- Ten 107-cm x 120-cm (42-in x 47-in.) LN2-cooled scavenger plates
- Pump down times (approx.):
- Atmospheric pressure to 20 Torr —2 hr
- 20 to 1×10–2 Torr —3 hr
- 1×10–2 to 4×10–6 Torr —2 hr
Water Systems
- Cooling tower water to dissipate waste heat produced by such devices as GN2 compressors and vacuum pumps
Gas Systems
- GN2: 3,822,800 L (135,000 ft³) at 166.49 bar (2,400 psig)
- GN2 (trailer): 1,982,200 L (70,000 ft³) at 166.49 bar (2,400 psig)
Cryoshroud
- Variable geometry
- Can be configured inside the test chamber
- Cryoshroud is 12.19-m- (40-ft)-diameter cylinder by 12.19 m (40 ft) tall
- Alternate configuration—12.80 m wide by 24.38 m long (42 by 80 ft) with a 6.71-m (22-ft) height
- Ten individual zones with separate temperature control to provide thermal uniformity.
- Temperatures from –160°C to 80°C (–250°F to +175°F)
- Temperature transition of 0.42°C (0.75°F) per min
Cryogenic System
- 56,000 gallons of LN2 onsite storage for thermal vacuum operations.
- Liquid nitrogen can be circulated through customer provided cold plates.
Thermal Systems
- 7 MW of power available for infrared heat lamps
- Closed Loop Power Controllers
- Twenty-eight 15-kW, 120-VDC channels;
- Forty 2.4-kW, 100-VDC channels;
- Thirty-six 1.2-kW 120-VAC channels
- Six 0.2-kW, 20 VDC channels
Data Systems
- Facility data system
- Slow speed test data acquisition system (1 Hz continuous)
- High-speed test data acquisition system (100 kHz sampling rate using ΣΔ sampling)
Reverberant Acoustic Test Facility
- Reverberant acoustic chamber
- 14.5 by 11.4 by 17.4 m (47.5 by 37.5 by 57 ft)
- Chamber volume: 2,860 m³ (101,189 ft³)
- GN2 generation system
- Horn room with acoustic modulators and horns
- Acoustic control system
- Hydraulic supply system
Mechanical Vibration Facility
- Three-axis, 6-degree-of-freedom, servohydraulic, sinusoidal base-shake vibration system
- Embedded steel plate for modal testing (2,100,000 kg/4,650,000 lb reaction mass)
- Large aluminum table—6.7 m (22 ft) in diameter
- Wide annular mounting surface—0.61 m (2 ft) wide
- 16 hydraulic cylinder actuators
Data Systems
- Facility data system
- Slow speed test data acquisition system (1 Hz continuous)
- High-speed test data acquisition system (100 kHz sampling rate using ΣΔ sampling)
Contact
Space Environments Complex Facility
Facility Manager — John Zang
419-621-2230
John.C.Zang@nasa.gov
Neil A. Armstrong Test Facility
Deputy Director: David Taylor
419-621-2101
David.E.Taylor@nasa.gov
Using Our Facilities
NASA’s Glenn Research Center provides ground test facilities to industry, government, and academia. If you are considering testing in one of our facilities or would like further information about a specific facility or capability, please let us know.
Did you test in one of our facilities? Let us know about your experience by participating in our customer facility evaluation survey.
Gallery